¿Qué es un enrutador?
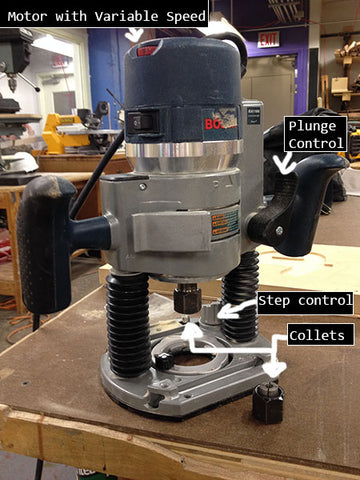
Antes de hablar sobre el uso de un enrutador CNC, es útil saber cómo utilizar un enrutador portátil. Su enrutador típico tiene un motor (posiblemente un motor de velocidad variable), ajuste de altura (ya sea fijo o de inmersión) y un collar, que es un resorte cónico que, cuando se comprime, crea la fricción necesaria para mantener la herramienta de corte en su lugar.
Cuando utiliza un enrutador no computarizado, ve, escucha y siente cómo la herramienta puede cortar con retroalimentación háptica instantánea. Si tiene acceso a uno, juegue con él antes de intentar crear trayectorias en la computadora. Haga un boceto rápido en un trozo de madera contrachapada de 12 "x 12" y use una broca de 1/4 de pulgada para recortarlo. Si está trabajando con una base fija (no con una fresadora de inmersión), asegúrese de perforar un orificio de 3/8 de pulgada para poder introducir la fresadora en el material de forma segura. Coloque la broca de modo que no corte más de 1/8 de pulgada de profundidad por pasada y asegúrese de asegurar la madera contrachapada a su mesa. Tenga en cuenta que el uso de una broca/profundidad de enrutador no especificada podría ser potencialmente peligroso. Use una broca más pequeña que 3/8 de pulgada y use un paso menor que el radio de la broca.
Comience el corte en el centro de su forma y trabaje en un patrón en forma de espiral, esto brindará soporte a su enrutador si su forma es más grande que su base. A medida que avanza hacia las líneas dibujadas, intente hacer movimientos en el sentido de las agujas del reloj y en el sentido contrario y observe que una dirección proporciona mucho más control y precisión.
¿Qué son las trayectorias de herramienta?
Una trayectoria es la ruta codificada definida por el usuario que sigue una herramienta de corte para mecanizar una pieza. Están representados en la pantalla mediante líneas y curvas que representan la trayectoria del centro inferior de la herramienta de corte. Las trayectorias de bolsillo graban la superficie del material, mientras que las trayectorias de perfil cortan completamente.
Bolsillo
El proceso descrito en el ejemplo anterior de dispositivo portátil se denomina trayectoria de herramienta de “bolsillo”. En su primera pasada, eliminará todo lo que esté dentro de sus líneas hasta una profundidad constante de 1/8 de pulgada debajo de la superficie. Si desea eliminar más de 1/8 de pulgada, simplemente haga una pausa después de la primera pasada, baje la broca y retire una segunda pasada 1/8 de pulgada más abajo y así sucesivamente.
Perfil
Si quisiera recortar su forma en lugar de eliminar material dentro de las líneas, la trayectoria a utilizar se llamaría perfil (o contorno).
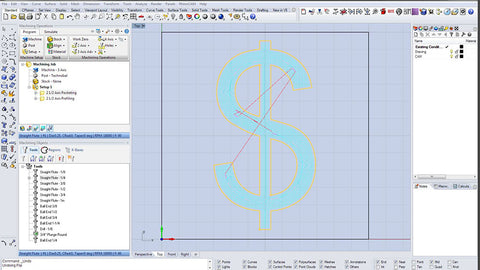
Rutas de perfil en RhinoCAM
La mayoría del software CAM proporciona lo que parece ser una cantidad increíble de controles y opciones en el diálogo de trayectoria de herramienta. No se sienta abrumado y tómese su tiempo para avanzar lentamente por cada pestaña en sucesión, asegurándose de comprender todas las opciones. Los conceptos más importantes que se pueden aprender del experimento del enrutador portátil anterior son: velocidad del husillo, velocidad de avance, reducción y paso por encima. Los cubriremos con más detalle a continuación.

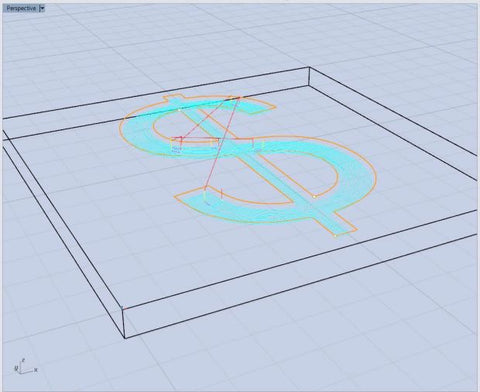
Se están cortando trayectorias de perfil
Ascenso versus movimiento de corte convencional
Una broca enrutadora estándar gira en el sentido de las agujas del reloj. Si siguiera el lado izquierdo de la línea sería un corte ascendente, si siguiera el lado derecho de la línea sería un movimiento de corte convencional.
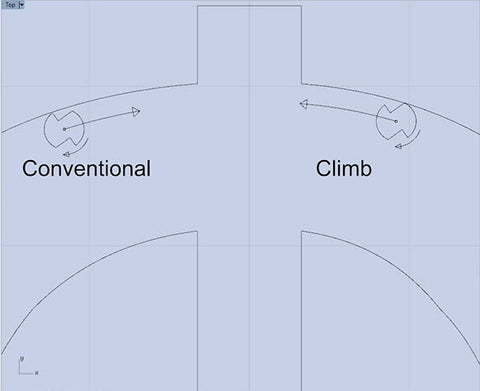
Escalada versus cortes convencionales
La principal diferencia entre el corte trepado y el convencional es cómo el cortador muerde el material. Un corte convencional desvía la broca hacia el corte y un corte ascendente empuja la broca hacia afuera. A menudo se prefiere el corte ascendente cuando se utiliza una fresadora CNC, ya que provoca menos desgarro o "desgarro" del grano. Sin embargo, el corte ascendente puede ser peligroso en un enrutador no controlado por computadora, ya que la pieza puede ser difícil de controlar con la mano y puede "alejarse".
En el ejemplo de mano anterior, un patrón en forma de espiral en el sentido de las agujas del reloj desde adentro hacia afuera también sería un corte convencional y brindará más control porque tenemos una fuerza limitada al usar herramientas de mano. De hecho, muchos libros sobre carpintería se refieren a este método como la única forma segura de utilizar una broca fresadora.
Sin embargo, una fresadora CNC normalmente proporcionará un mejor corte cuando se utiliza un corte ascendente, especialmente en madera maciza, porque eliminará la posibilidad de desgarro a lo largo del vector de corte. Para empezar, no te preocupes demasiado por esto. Generalmente debes elegir la opción que incluye ambos, como "mixto", y el software elegirá qué usar.
Estampación
Hay 4 tipos principales de patrones de flauta para brocas de enrutador, además de muchos tipos de brocas especiales.

- Flauta recta – excelente broca en todos los aspectos, eliminación de virutas decente
- Espiral arriba – excelente eliminación de virutas, puede arrancar la parte superior de chapas delgadas, como madera contrachapada de acabado
- Espiral descendente – mala eliminación de virutas, falta de arranque, velocidad de avance más lenta
- Compresión – combinación de espiral ascendente y descendente, excelente broca para todos los aspectos, ideal para madera contrachapada o láminas laminadas.
Límites de contención 3D
En lugar de utilizar geometría de estructura alámbrica o curvas y líneas como fuente principal de entrada, una trayectoria 3D utiliza superficies llamadas "superficies impulsoras". Para lograr el resultado deseado, a menudo es necesario utilizar un límite de contención. Esta es una curva que define los límites de movimiento en xey en la superficie de conducción. La clave para utilizar límites de contención es que deben estar por encima de su geometría.

Normalmente muevo el modelo siguiente al plano de construcción antes de comenzar y coloco contención en el plano C.
Avances y velocidades
La mayoría de los husillos (el término para el enrutador conectado a su enrutador cnc) pasarán de aproximadamente 7000 rpm a 18 000 rpm. Esta velocidad se denomina "velocidad del husillo" y está directamente relacionada con la velocidad de avance o velocidad de la superficie, que la mayoría de las máquinas son capaces de alcanzar hasta aproximadamente 200 ipm. Las otras dos variables, reducción y paso, deben mantenerse de modo que el área de la sección transversal acoplada con el material no sea mayor que el radio multiplicado por el diámetro de la broca. Esta es una regla general, pero es un buen punto de partida para los cálculos de avance y velocidad.
Recordar:
- Eje de velocidad – velocidad de rotación de la herramienta de corte en revoluciones por minuto
- Tasa de alimentación – Velocidad superficial en el centro de la herramienta giratoria.
- Bajar – la distancia en la dirección z por pasada que se sumerge una herramienta de corte en el material
- paso por encima – la distancia máxima en la dirección x/y que una herramienta de corte se acoplará con el material sin cortar
Calcular avances y velocidades
A continuación se muestra una fórmula para calcular la tasa de alimentación:
carga de chip X Diámetro del cortador X Número de flautas X Eje de velocidad = Tasa de alimentación
Donde carga de viruta es la cantidad de material cortado por diente (avance por diente). La velocidad de avance es la velocidad superficial de la herramienta de corte en pulgadas por minuto, la velocidad del husillo es la velocidad de rotación de la herramienta de corte en revoluciones por minuto, el número de ranuras y el diámetro del cortador están determinados por su herramienta. En este caso son de ¼ de pulgada y 2 flautas. Dependiendo del tamaño de su broca, la carga de astillas para madera contrachapada está entre 0,005 pulgadas y 0,01 pulgadas por diente. Para bits pequeños por debajo de 1/8 de pulgada, comience con 0,005 y aumente desde allí. Para brocas de 1/4 de pulgada y más grandes, probablemente no romperá nada a partir de 0,01.
El tamaño de la carga de viruta o avance por diente es un factor muy importante en el mecanizado, las virutas más grandes pueden absorber más calor. Las virutas más pequeñas son más respetuosas con la máquina y las herramientas, pero pueden provocar demasiado calor. Quiere hacer astillas que, al caer, caigan al suelo en lugar de convertirse en polvo que permanezca en el aire.
Cuando intente perfeccionar sus avances y velocidades con una nueva broca, adivine lo mejor que pueda usando la fórmula de avances y velocidades y toque la broca tan pronto como deje de girar después de hacer algunos cortes (recuerde: la seguridad es lo primero), debería estar tibio, tal vez un poco caliente al tacto, pero no debería quemarte. Si hace demasiado calor, aumente la velocidad de avance o reduzca la velocidad del husillo. Observe la calidad del borde una vez completado el corte. Si es ondulado, eso es vibración de la herramienta y debe disminuir la velocidad de avance o aumentar la velocidad del husillo.
Utilice también sus oídos, la herramienta debería sonar bien al cortar... confíe en su instinto.
Algunos ejemplos
Si conectamos nuestras variables conocidas obtenemos:
0,01 x 0,25 x 2 x 18000 = Velocidad de alimentación = 90 ipm
Teniendo en cuenta que no queremos empujar la broca a más de aproximadamente 200 ipm, si quisiéramos usar una broca de 4 flautas de 1/2 pulgada, podríamos calcular la velocidad del husillo en lugar de la velocidad de avance.
- 0,01 x 0,5 x 4 x velocidad del husillo = 200 ipm
- Velocidad del husillo = 10.000 rpm
Es útil hacer un gráfico para que pueda encontrar rápidamente los números que busca.
Consejos y trucos de mecanizado
Reductor y diámetro de broca
Todos estos números se basan en una reducción del radio y un aumento del diámetro de la broca. Con la carga de viruta configurada en 0,01, es posible reducir y superar el diámetro de la broca, pero ese es el máximo absoluto y solo deben ser breves momentos en el corte. Es posible dañar el eje si lo empuja demasiado fuerte; recuerde siempre calentar el eje durante al menos 10 minutos antes de realizar cualquier corte. Hay algunos rodamientos costosos que se destruirán si omites este paso.
Pieles de cebolla en cortes de perfil
Cuando corte perfiles de madera contrachapada enchapada, me gusta usar una broca de compresión con una técnica llamada pelado de cebolla. Hay muchas formas diferentes de programar cualquier trabajo, pero este método es ideal para piezas pequeñas y un borde con buen acabado sin roturas en una mesa de vacío con tablero de spoiler. La idea es bajar de nivel primero, así que corta todas las partes hasta el primer paso, luego al segundo y así sucesivamente, dejando una fina capa de chapa en la parte inferior de cada corte. Luego, en una pasada final, cortamos la fina 'piel de cebolla' de chapa que queda. Debido a que la cantidad que queda es tan fina, ofrece poca resistencia a la broca y reduce la posibilidad de que la pieza se mueva.
Si estuviera cortando 3/4 de madera contrachapada, en realidad mediría alrededor de 0,72 pulgadas, bajaría dos veces, 0,34 por pasada, dejando 0,04 pulgadas más 0,02 de avance para eliminar la última trayectoria. Debido a que estoy bajando casi 3/8 de pulgada mientras corto todo el ancho de 1/4 de pulgada de la broca en cada pasada, tendría que reducir la velocidad de avance.
Con una broca de 1/4 de pulgada, debería reducir 1/8 de pulgada (el radio) al realizar un corte de contorno con una carga de viruta de 0,01 pulgadas. Pero quiero usar una broca de compresión para evitar que se rompa la parte superior de mi hoja y esa broca no tiene una espiral descendente hasta aproximadamente 5/16 de pulgada por encima del borde cortante. Entonces tengo que bajar 3/8 de pulgada. Debido a que estoy aumentando el área de la sección transversal de la broca acoplada con el material, debo disminuir la carga de viruta en la misma cantidad para que la nueva carga de viruta sea 0.00333 y devuelva una nueva velocidad de avance de 30 ipm. Después de un poco de experimentación, descubrí que una carga de chip de 0,005 pulgadas a 18000 rpm, lo que da como resultado una velocidad de alimentación de 45 ipm, es óptima para mis necesidades.
Experimente con seguridad
No te dejes llevar por los números, usa tu sentido común y confía en tu instinto. Cada pieza es un poco diferente y existe una amplia gama de densidades en madera maciza y diferentes láminas. Además, utilice siempre sus gafas de seguridad. Muchas veces parece una medida demasiado cautelosa, pero considere el escenario probable de que una pequeña broca de carburo de 1/8 de pulgada se rompa. No es probable que el polvo de madera le lleve al hospital, pero un pequeño fragmento de acero en el ojo es algo a tener en cuenta.